Perfekte Oberfläche für additiv gefertigte Teile
Mechanische Oberflächenbearbeitung mit Gleitschleifen
↓ See below for an English version.

Das Gleitschleifen erzeugt Glätte und Glanz in einem Prozessschritt.
Haan, 18. Juni 2020 Speziell für die Oberflächenbearbeitung in der Additiven Fertigung hat Walther Trowal die „AM Post Process Maschinen“ der Baureihe AM entwickelt. Erste Erfahrungen bei Pilot-Anwendern zeigen, dass das Gleitschleifen in nur einem Prozessschritt Oberflächen erzeugt, die hohe Anforderungen erfüllen.
Die meisten additiv hergestellten Teile müssen feingeschliffen oder poliert werden, denn – bedingt durch das Auftragen des Materials in Schichten – entsteht ein „Staircasing“-Effekt. Hinzu kommt, dass die so hergestellten Bauteile generell eine gewisse Oberflächenrauheit aufweisen. Hinzu kommt, dass Markierungen von Stützstrukturen und angebackene Pulverreste entfernt werden müssen, bevor die Teile weiter bearbeitet oder verwendet werden.
Hier hat sich das Gleitschleifen als ideale Methode der Oberflächenbearbeitung herauskristallisiert, denn die Schleifkörper, die die Bauteile umfließen, behandeln die Oberfläche schonend, gleichmäßig und reproduzierbar, außerdem erreichen sie auch das Innere der Bauteile und Hinterschneidungen.
Der AM-Post-Prozess
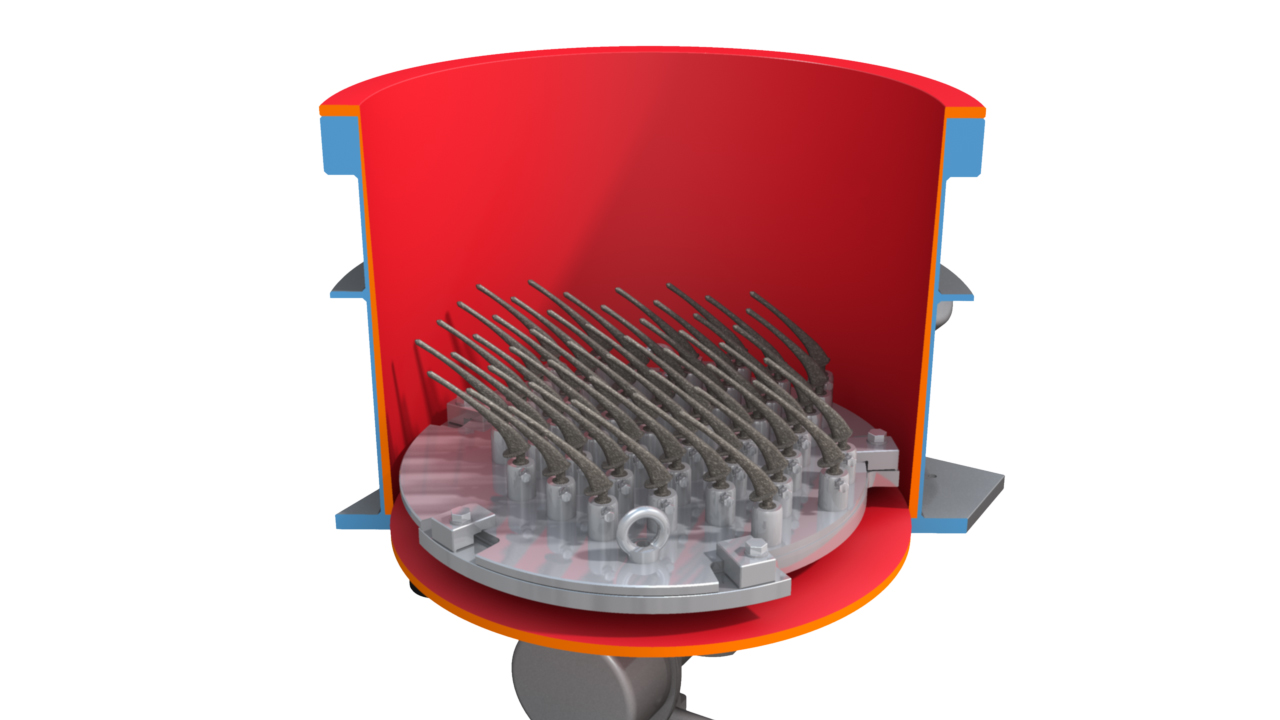
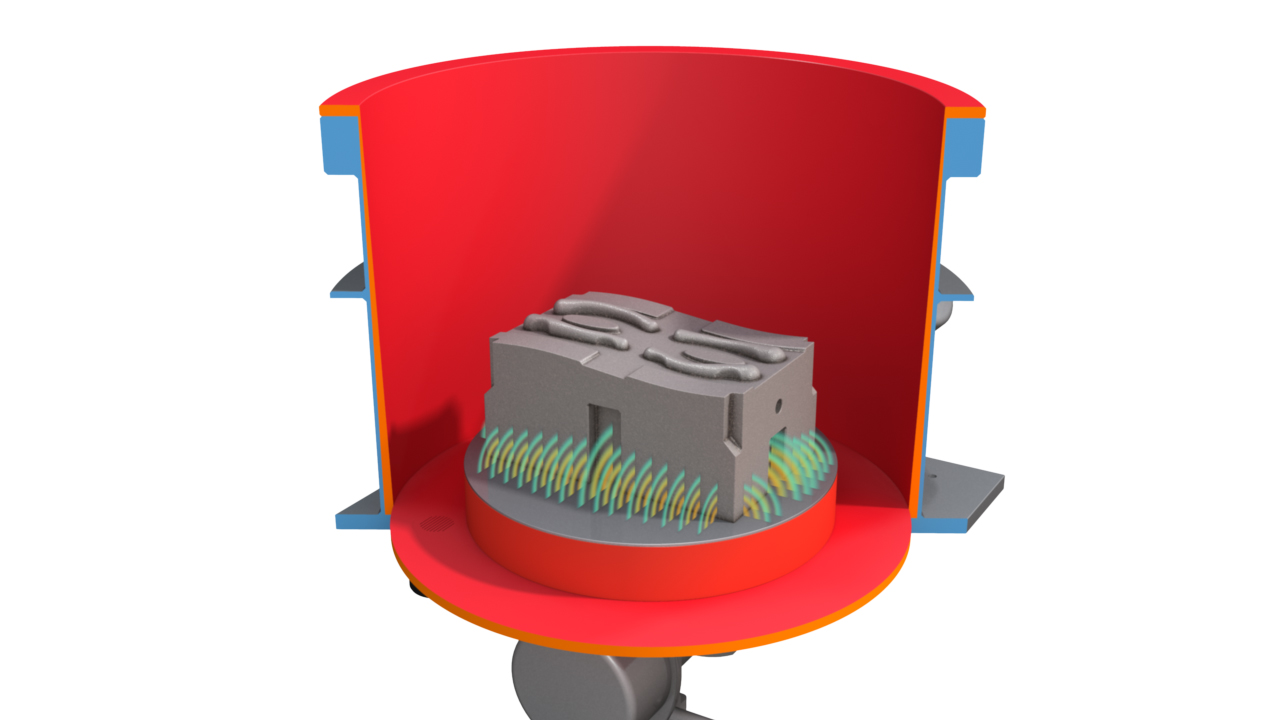
Die neuen Multivibratoren der Baureihe AM nehmen je nach Größe des Arbeitsbehälters bis zu 100 kleinere Teile oder einzelne bis zu einer Größe von etwa 900 × 500 mm auf. Die Werkstücke werden auf einer Trägerplatte eingespannt, die dann am Boden des Arbeitsbehälters elektromagnetisch oder mechanisch fixiert wird. Die Schleifkörper werden eingefüllt, das Behandlungsmittel wird während des Bearbeitungsprozesses kontinuierlich zugegeben. Drei Unwuchtmotoren versetzen den Behälter in Vibration. Dabei gleiten die Schleifkörper um die Werkstücke herum und glätten so die Oberfläche. Die Bewegungen der Motoren überlagern sich so, dass eine homogene Oberfläche der Werkstücke entsteht, während die Kanten geschont werden. Nach einer vorher empirisch ermittelten Zeit ist der Prozess beendet und die fertigen Werkstücke werden entnommen.
Mehrere Hersteller von Komponenten für den Bau von Automobilen und Flugzeugen sowie in der Medizintechnik setzen bereits Multivibratoren der Baureihe AM ein. Mit ihnen reduzieren sie die verfahrensbedingte Rauheit Ra von etwa 2 bis 80 µm auf Werte in einer Größenordnung von 0,025 µm.
Maximilian Beien, Verkaufsleiter bei Walther Trowal, sieht die additive Fertigung und das Gleitschleifen als Einheit: „Die additive Fertigung und das Gleitschleifen gehören fast schon zwingend zusammen, denn die meisten additiv hergestellten Teile brauchen exzellente Oberflächen, um ihre Funktion zu erfüllen. Turbinenschaufeln zum Beispiel müssen mit minimalen Reibungsverlusten umströmt werden. Auch Bauteile mit hohen Anforderungen an Härte und Festigkeit profitieren durch die beim Gleitschleifen entstehende, gleichmäßige Verfestigung der Oberfläche. Und speziell bei bionischen Formen, die für diese Teile typisch sind, punktet das Gleitschleifen in besonders hohem Maße.“
Das Verfahren eignet sich für alle Materialien, aus denen additiv gefertigte Teile bestehen: für hochfeste, schwer zerspanbare Metalle wie Titan sowie für Nickel-Basis- oder Kobalt-Chromlegierungen, außerdem für Buntmetalle oder Kunststoffe … also für Werkstoffe, mit deren Bearbeitung Walther Trowal jahrzehntelange Erfahrung hat.
Ein wichtiger Aspekt ist dabei, dass die von Walther Trowal entwickelten Schleifkörper und Verfahrensmittel für viele Werkstoffe, sicherheitsrelevante Komponenten und Prozesse bereits zugelassen sind.
Beien ist überzeugt von der Wirtschaftlichkeit des Trowalisierens bei der additiven Fertigung: „Im Gegensatz zu elektrochemischen Verfahren bearbeiten wir Glätte und Glanz der Oberfläche in einem einzigen Prozessschritt. Das Gleitschleifen bringt es auch mit sich, dass die Maschinen sehr kompakt sind und wenig Platz beanspruchen. Das Ergebnis: Wir vereinen optimale Oberflächenqualität mit kurzer Bearbeitungsdauer und hoher Wirtschaftlichkeit sowohl bei den Investitions- als auch bei den Betriebskosten.“
3.700 Zeichen einschließlich Vorspann und Leerzeichen
Hintergrund:
Bewährte Technik für ein innovatives Verfahren
Eine manuelle Bearbeitung ist bei vielen additiv gefertigten Teilen ausgeschlossen, denn topologie-optimierte Werkstücke mit komplexen – oft bionischen – Formen weisen häufig schwer zugängliche Innenkonturen auf. Bei der Herstellung von sicherheitsrelevanten Komponenten für Luftfahrzeuge zum Beispiel sind die Anforderungen an Sicherheit und Reproduzierbarkeit der Prozesse so hoch, dass sie mit manueller Bearbeitung nicht erfüllt werden können. Das gilt umso mehr, weil die Additive Fertigung längst in der Serienfertigung angekommen ist und die Stückzahlen beständig steigen.
Christoph Cruse, Vertriebsleiter bei Walther Trowal, freut sich, die Hersteller in Bezug auf die Oberflächenbearbeitung zu entlasten: „Im Markt der additiven Fertigung ist zurzeit Vieles in Bewegung, der Produktionsprozess an sich muss für viele Werkstücke noch weiter optimiert werden. Deshalb schätzen es viele Anwender sehr, wenn sie für den nachgelagerten Prozess der Oberflächenbearbeitung nicht auch noch zusätzliche Entwicklungsarbeit leisten müssen, sondern sich auf das bewährte Verfahren „Trowalisieren“ verlassen können.“
Die für Werkstücke optimalen Prozessparameter ermitteln die Techniker und Ingenieure von Walther Trowal gemeinsam mit den Anwendern durch Tests im firmeneigenen Versuchszentrum. Dazu zählt die Auswahl der geeigneten Schleif- oder Polierkörper und der Behandlungsmittel. Die werkstückspezifischen Prozessparameter werden in der SPS der Maschinen gespeichert und können jederzeit abgerufen werden.
Michael Becker, Leiter des Versuchszentrums von Walther Trowal, gibt seine Erfahrung aus vielen Projekten gerne weiter: „Das einstufige Verfahren erleichtert und verkürzt die Arbeit im Vergleich mit anderen bereits deutlich. Noch weiter kann der Prozess optimiert werden, wenn die Oberflächenbehandlung bereits bei der Parametrierung der 3D-Druckmaschine berücksichtigt wird. Dies gilt zum Beispiel für die Einstellung der Schichtdicke sowie für die Fokussierung und Vorschubgeschwindigkeit des Lasers. Dabei unterstützen wir unsere Kunden gerne.“
Obwohl die Additive Fertigung längst in der Serienfertigung angekommen ist, ist für die Weiterentwicklung des Verfahrens auf wissenschaftlicher Ebene enormes Potenzial vorhanden. Um damit auch für die Oberflächenbehandlung weiterhin Vorreiter zu sein, arbeitet Walther Trowal eng mit dem Direct Manufacturing Research Center (DMRC) der Universität Paderborn zusammen. Damit beide Projektpartner in enger Zusammenarbeit Studien durchführen können, ist dort eine AM-2-Maschine installiert.
Hintergrund: 2.500 Zeichen einschließlich Vorspann und Leerzeichen
Über Walther Trowal
Oberflächentechnologie vom Erfinder des Trowalisierens
Walther Trowal entwickelt und produziert seit 1931 Verfahrenslösungen für die Bearbeitung von Oberflächen. Ausgehend von der Gleitschleiftechnik – der Begriff „Trowalisieren“ ist abgeleitet von „Trommel Walther“ – hat Walther Trowal das Angebotsspektrum kontinuierlich erweitert.
So entstand eine Vielfalt von Anlagen und Maschinen für das Gleitschleifen und Strahlen sowie für das Beschichten von Massenkleinteilen.
Mit der Erfindung neuer Verfahren wie zum Beispiel dem Schleppschleifen oder Verfahren für die Bearbeitung additiv gefertigter Teile hat das Unternehmen immer wieder seine hohe Innovationsfähigkeit unter Beweis gestellt.
Walther Trowal realisiert vollständige Systemlösungen, die sich nahtlos in verkettete Produktionsabläufe der Kunden integrieren. Das umfasst die gesamte, an die spezifischen Anforderungen der Werkstücke angepasste Verfahrenstechnik, bei der sich Maschinen und Verfahrensmittel perfekt ergänzen.
Da jedes Werkstück und jeder Produktionsablauf spezielle Anforderungen an die Prozesstechnik stellen, erarbeiten die erfahrenen Spezialisten der Versuchsabteilung gemeinsam mit den Kunden die jeweils optimale Verfahrenstechnik. Das Ergebnis: Werkstücke mit Oberflächen, die exakt den Vorgaben entsprechen … mit kurzer Bearbeitungszeit und hoher Reproduzierbarkeit.
Walther Trowal zählt zu den wenigen Herstellern, die sowohl die Maschinen als auch alle Verfahrensmittel für die Gleitschleiftechnik selber entwickeln und herstellen … zum einen die Schleifkörper aus Kunststoff oder Keramik, zum anderen die Compounds.
Das Produktspektrum umfasst auch die Peripherieeinrichtungen für das Handling der Werkstücke wie Hebe- und Kippgeräte, Förderbänder oder Rollengänge, außerdem für die Gleitschleifanlagen Trockner und Anlagen zur Aufbereitung des Prozesswassers.
Mit Austauschprogrammen für Verschleißteile, bei denen sich beispielsweise Arbeitsbehälter in einem beständigen Kreislauf bewegen, schont Walther Trowal wertvolle Ressourcen und leistet einen Beitrag zur Nachhaltigkeit in der industriellen Produktion. Der schnelle Support und der weltweite Reparatur- und Wartungsservice sichern die hohe Verfügbarkeit der Anlagen.
Walther Trowal beliefert Kunden in unterschiedlichsten Branchen in aller Welt, so beispielsweise in der Automobil- und Flugzeugindustrie, der Medizintechnik und der Windenergieindustrie.
Download der Texte und Abbildungen
|
Abb. 1: Die Multivibratoren der Baureihe AM hat Walther Trowal speziell für die Oberflächenbearbeitung additiv gefertigter Werkstücke entwickelt. Dateiname: WT-AM 2_Farbe.jpg |
|
|
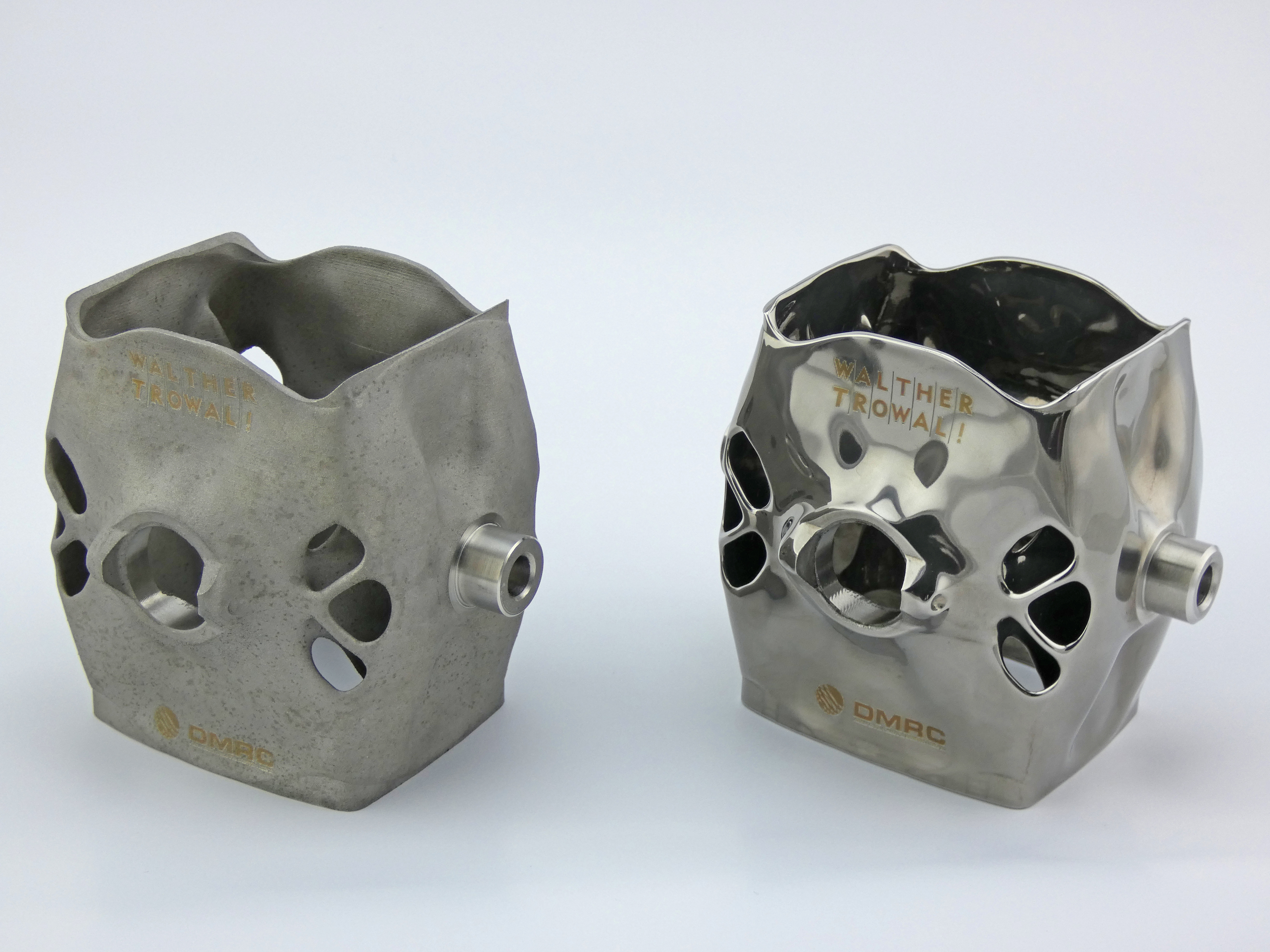
Abb. 2: Ein additiv gefertigter Kardanrahmen vor (links) und nach dem Trowalisieren. Dateiname: Walther-Trowal-AM-Comparision1.jpg |
|
|
Abb. 3a: Ein additiv gefertigtes Blisk-Segment vor (links) und nach dem Trowalisieren. Dateiname: WT-Vorher_Nachher_1_MG_2583.jpg |
|
|
Abb. 3b: Eine additiv gefertigte Düse vor (links) und nach dem Schleifen (Mitte) sowie nach dem Polieren. Dateiname: WT-Vorher_Nachher_2_MG_2609.jpg |
|
|
Abb. 3c: Ein additiv gefertigter Clip vor (links) und nach dem Trowalisieren. Dateiname: WT-Vorher_Nachher_3_MG_2633.jpg |
|
|
Abb. 3d: Ein additiv gefertigtes Luftleitblech vor (links) und nach dem Trowalisieren. Dateiname: WT-Vorher_Nachher_4_MG_2843.jpg |
|
|
Abb. 3e: Ein additiv gefertigtes Ohr-Einpasselement vor (links) und nach (Mitte) dem Trowalisieren sowie nach dem Polieren. Dateiname: WT-Gleitschleifen_WS (16).jpg |
|
|
Abb. 4: Die Werkstücke werden auf einer Metallplatte befestigt, welche durch einen Elektromagneten im Arbeitsbehälter fixiert wird. Dateiname: WT-AM-0048.jpg |
|
|
Abb. 5: Große Werkstücke werden mit Hilfe eines Elektromagneten direkt auf dem Boden des Arbeitsbehälters eingespannt. Dateiname: WT-AM-0105.jpg |
|
|
Abb. 6: Drei Unwuchtmotoren versetzen den Arbeitsbehälter in eine sich überlagernde Bewegung. Dateiname: Unwuchten.jpg |
Bildrechte: Walther Trowal
Press Release
Mechanical surface treatment with the mass finishing technology
Walther Trowal: Perfect surface finishes for 3D printed components
Mass finishing creates smoothness and luster in one single step
Walther Trowal developed the “AM post process machines”, model range AM, especially for refining the surface of components produced with additive manufacturing. The experience of the first customers using these machines shows that the mass finishing technology creates surface finishes in one single step, which meet the highest demands.
Most 3D printed components are produced by placing material layers on top of each other, creating a “staircasing” effect on their surface with, generally, a very high initial surface roughness. For this reason, many of these components must undergo a surface smoothing or polishing operation. Also, most of the time the markings of removed support structures and sintered-on powder residue must be removed, before the components can be further processed or utilized.
Mass finishing has proven to be the ideal surface finishing method for 3D printed components: These are completely embedded in the moving grinding media so that the process is very gentle and produces absolutely homogeneous and repeatable surface finishes. Moreover, the media also reaches internal passages and undercuts in the components.
The AM post process
Depending on the size of the processing bowl, up to 100 small work pieces or single components with a size of 900 x 500 mm can be treated in the model range AM of the new “multivib” vibrators. The work pieces are mounted on a carrier plate, which in turn is clamped to the bottom of the processing bowl by mechanical or electromagnetic means. Once the work pieces are in place, the media is filled into the processing bowl. During the process compound and water are continuously added. Three vibratory motors induce an intensive vibration into the processing bowl. Since the vibratory movement generated by the motors is overlapping, the component surface becomes smoother, while the edges are left intact. After a pre-determined cycle time the process is completed, and the finished work pieces can be removed.
Several manufacturers of automotive, aircraft and medical components are already using the new AM “multivib” vibrators. These machines reduce the surface roughness of the raw work pieces from around Ra = 2 to 80 µm down to a value of 0.025 µm.
Maximilian Beien, sales manager at Walther Trowal, considers additive manufacturing and mass finishing as a perfect match: “Additive manufacturing and mass finishing are an ideal combination because most 3D printed components must have an excellent surface finish to fulfill their function. For example, turbine blades require an airflow with minimal friction loss. Components with stringent specifications for hardness and strength benefit from the homogeneous peening effect induced by mass finishing. This finishing method is especially advantageous for 3D printed components with bionic shapes.”
Mass finishing is suitable for a wide range of materials utilized in additive manufacturing: For example, for high performance, difficult-to-machine metals like titanium, nickel based or cobalt-chrome alloys. Furthermore, for non-ferrous metals or plastic. With all these materials Walther Trowal has decades of experience.
In this connection it should be noted that the Walther Trowal grinding media and other consumables are already approved for many materials and safety-relevant components and processes.
Beien especially points out the high cost efficiency of the “trowalizing” process in conjunction with additive manufacturing: “Compared to electro-chemical finishing methods mass finishing achieves the desired surface smoothness and luster in one single operation. Another advantage is that the mass finishing equipment is very compact with a small footprint. The result: An excellent surface finish, surprisingly short cycle times and an overall high cost-efficiency, not only with regard to the capital expenditures but also the operating costs.
590 words including introduction
Additional information:
A proven finishing method for an innovative manufacturing technology
Topologically optimized work pieces with complex – frequently bionic – shapes often have difficult-to-reach internal passages. Manual finishing of these surface areas is not possible, especially when the work pieces are subject to strict safety and manufacturing standards, which is the case, for example, in the aerospace industry. Moreover, 3D printing is already used for serial manufacturing with continuously increasing production volumes.
Christoph Cruse, general sales manager at Walther Trowal, looks forward to assist the users of additive manufacturing with their surface finishing challenges: “A lot of things are going on in the field of additive manufacturing. For example, the production process as such must be optimized for many work pieces. For this reason, many customers are very pleased to learn that with regard to finishing the surface of AM components they do not have to invest additional development efforts but can rely on the proven “trowalizing” finishing technology.”
The optimum parameters for the finishing process are, jointly with the customers, determined through processing trials conducted by the process engineers at the Walther Trowal test center. This also includes the selection of the most suitable grinding or polishing media and compound. The process parameters for every single work piece are stored in the PLC and can be retrieved at any time.
Based on his many years of experience with all kinds of projects, Michael Becker, the manager of the Walther Trowal test center, gladly shares his knowledge: „Compared to other finishing systems the single stage process facilitates and shortens the surface finishing operation significantly. Of course, the finishing operation can be further optimized, when all surface treatment considerations are already taken into account during the design phase for the 3D printed components and the parameterization of the printer. For example, this applies to determining the material layer thickness and the material feed rate of the printer. We gladly support our customers in resolving these issues.
Although additive manufacturing has already established itself as a system for volume production, there is a lot of potential for further technological improvement. In order to maintain its leading role in the field of surface finishing, Walther Trowal cooperates closely with the Direct Manufacturing Research Center (DMRC) at the university of Paderborn. To enable both project partners to conduct empirical studies, an AM-2 “multivibrator” was installed at the Paderborn location.
Additional information: 390 words
Weitere Pressemeldungen von Walther Trowal



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}



