Walther Trowal baut den größten Multivibrator der 90-jährigen Firmengeschichte
Oberflächenbearbeitung von Werkstücken für die Flugzeug- und die Windkraftindustrie
↓ See below for an English version.

Der neue Multivibrator MV 50 bearbeitet Werkstücke mit einem Durchmesser von bis zu 1.300 mm
Haan, 2. Mai 2022 Auf der Surface Technology stellt Walther Trowal den Multivibrator MV 50 für die vollautomatische Oberflächenbearbeitung von großen Werkstücken für Flugzeugtriebwerke, Turbinenlaufräder oder Gesenkformen vor. Mit einem Innendurchmesser von 1.650 mm ist er der größte, den das Unternehmen je gebaut hat.
Die erste Gleitschleif-Anlage der neuen Generation wird Blisks („Blade Integrated Disks“) für Flugzeugtriebwerke bearbeiten. Bei ihnen entscheidet die Qualität der Oberfläche in hohem Maße über die Effizienz der Umströmung und somit über Wirkungsgrad, Treibstoffverbrauch und Geräuschentwicklung.
Der Auftraggeber, der die erste Anlage erhalten wird, hat sich für das Gleitschleifen entschieden, da es bei Blisks entscheidend darauf ankommt, glatte Oberflächen zu erhalten, ohne die Form der Kanten jedoch zu stark zu verrunden.
Mit einem maximalen Durchmesser der Werkstücke von 1.300 mm eignet sich die MV 50 ebenfalls für Planetengetriebe für Windturbinen, für Triebwerksteile, bei denen die Innenbearbeitung wichtig ist, oder für Werkzeuge für das Gesenkschmieden, für die bisher keine Gleitschleif-Maschinen zur Verfügung standen.
Die neue Anlage ist auf automatischen Betrieb ausgelegt: Nachdem das Werkstück im Arbeitsbehälter fixiert ist, ist keinerlei manuelle Tätigkeit mehr erforderlich. Das erhöht die Reproduzierbarkeit des Prozesses erheblich. Außerdem spart die Anlage Zeit, denn der Gleitschleifprozess wird nur zwei bis drei Stunden dauern.
Christoph Cruse, der Vertriebsdirektor bei Walther Trowal, hat die speziellen Bedingungen der Luftfahrtindustrie im Blick: „Gerade bei der Herstellung von Teilen für Flugzeugtriebwerke sind alle manuellen Tätigkeiten immer kritisch zu sehen, denn die Qualität der Bearbeitung ist nicht reproduzierbar. Mit der neuen, automatischen Maschine stellen wir sicher, dass alle Oberflächenelemente gleichmäßig bearbeitet werden. Darüber hinaus verkürzen wir die Bearbeitungsdauer jedes Blisks von mehreren Tagen auf wenige Stunden.“
Für das Gleitschleifen von Blisks verwendet Walther Trowal die Schleifkörper AF. Sie erzeugen extrem niedrige Oberflächen-Rauheitsbeiwerte bei den für Blisks typischen Werkstoffen und Geometrien. Die erste Anlage soll im September an einen Kunden aus der Luftfahrtindustrie ausgeliefert werden.
Auf der Messe zeigt Walther Trowal die „kleine Schwester“ der MV 50, eine MV 25 für Werkstücke mit einem Durchmesser von bis zu 600 mm. Sie arbeitet nach dem gleichen Verfahren.
Walther Trowal auf der Surface Technology 2022
21. bis 23. Juni 2022 in Stuttgart
Halle 1, Stand C16
Hintergrund: Das Verfahren
Das Werkstück wird auf einer Spannvorrichtung fixiert und anschließend vom Beladekran in den Behälter gehoben. Danach wird sie mit der Adapterplatte im Arbeitsbehälter für den Bearbeitungsprozess magnetisch befestigt. Anschließend wird dieser automatisch mit den Schleifkörpern gefüllt und durch einen Unwuchtmotor in Schwingung versetzt. Da das Werkstück die Bewegung des Arbeitsbehälters Eins zu Eins mitmacht, kommen die Schleifkörper in intensiven Kontakt mit der Oberfläche der Werkstücke, bearbeiten diese jedoch schonend. Das gilt auch für innenliegende Konturen. So entsteht eine uniforme, gleichmäßige Oberfläche aller Teile. Die Rauheitsbeiwerte Ra liegen nach der Bearbeitung bei etwa 0,2 bis 0,4 µm.
Wenn der Schleifprozess beendet ist, wird der Ablauftrichter pneumatisch geöffnet, die Schleifkörper gelangen über ein Förderband in einen Bunker und stehen dort für das nächste Werkstück zur Verfügung. Am Werkstück noch anhaftende Schleifkörper werden automatisch mit einer pneumatisch verfahrbaren Lanze abgespült.
Da es speziell bei Werkstücken für die Flugzeugindustrie auf höchste Reproduzierbarkeit ankommt, wird die Schleifkörpermasse im Bunker gewogen und bei Bedarf automatisch aufgefüllt. Der Grund ist, dass sich – bedingt durch den Schleifprozess – die Schleifkörper im Laufe der Zeit verschleißen und sich so die Füllhöhe im Arbeitsbehälter ändern würde. Mit der Nachdosierung ist sichergestellt, dass der Prozess jederzeit reproduzierbar abläuft und manuelle Tätigkeiten auf ein Minimum reduziert sind.
Über Walther Trowal
Oberflächentechnologie vom Erfinder des Trowalisierens
Walther Trowal entwickelt und produziert seit 1931 Verfahrenslösungen für die Bearbeitung von Oberflächen. Ausgehend von der Gleitschleiftechnik – der Begriff „Trowalisieren“ ist abgeleitet von „Trommel Walther“ – hat Walther Trowal das Angebotsspektrum kontinuierlich erweitert.
So entstand eine Vielfalt von Anlagen und Maschinen für das Gleitschleifen und Strahlen sowie für das Beschichten von Massenkleinteilen.
Mit der Erfindung neuer Verfahren wie zum Beispiel dem Schleppschleifen oder Verfahren für die Bearbeitung additiv gefertigter Teile hat das Unternehmen immer wieder seine hohe Innovationsfähigkeit unter Beweis gestellt.
Walther Trowal realisiert vollständige Systemlösungen, die sich nahtlos in verkettete Produktionsabläufe der Kunden integrieren. Das umfasst die gesamte, an die spezifischen Anforderungen der Werkstücke angepasste Verfahrenstechnik, bei der sich Maschinen und Verfahrensmittel perfekt ergänzen.
Da jedes Werkstück und jeder Produktionsablauf spezielle Anforderungen an die Prozesstechnik stellen, erarbeiten die erfahrenen Spezialisten der Versuchsabteilung gemeinsam mit den Kunden die jeweils optimale Verfahrenstechnik. Das Ergebnis: Werkstücke mit Oberflächen, die exakt den Vorgaben entsprechen – mit kurzer Bearbeitungszeit und hoher Reproduzierbarkeit.
Walther Trowal zählt zu den wenigen Herstellern, die sowohl die Maschinen als auch alle Verfahrensmittel für die Gleitschleiftechnik selber entwickeln und herstellen … zum einen die Schleifkörper aus Kunststoff oder Keramik, zum anderen die Compounds.
Das Produktspektrum umfasst auch die Peripherieeinrichtungen für das Handling der Werkstücke wie Hebe- und Kippgeräte, Förderbänder oder Rollengänge, außerdem für die Gleitschleifanlagen Trockner und Anlagen zur Aufbereitung des Prozesswassers.
Mit Austauschprogrammen für Verschleißteile, bei denen sich beispielsweise Arbeitsbehälter in einem beständigen Kreislauf bewegen, schont Walther Trowal wertvolle Ressourcen und leistet einen Beitrag zur Nachhaltigkeit in der industriellen Produktion. Der schnelle Support und der weltweite Reparatur- und Wartungsservice sichern die hohe Verfügbarkeit der Anlagen.
Walther Trowal beliefert Kunden in unterschiedlichsten Branchen in aller Welt, so beispielsweise in der Automobil- und Flugzeugindustrie, der Medizintechnik und der Windenergieindustrie.
Download der Texte und Abbildungen
Abbildungen und Bildunterschriften
|
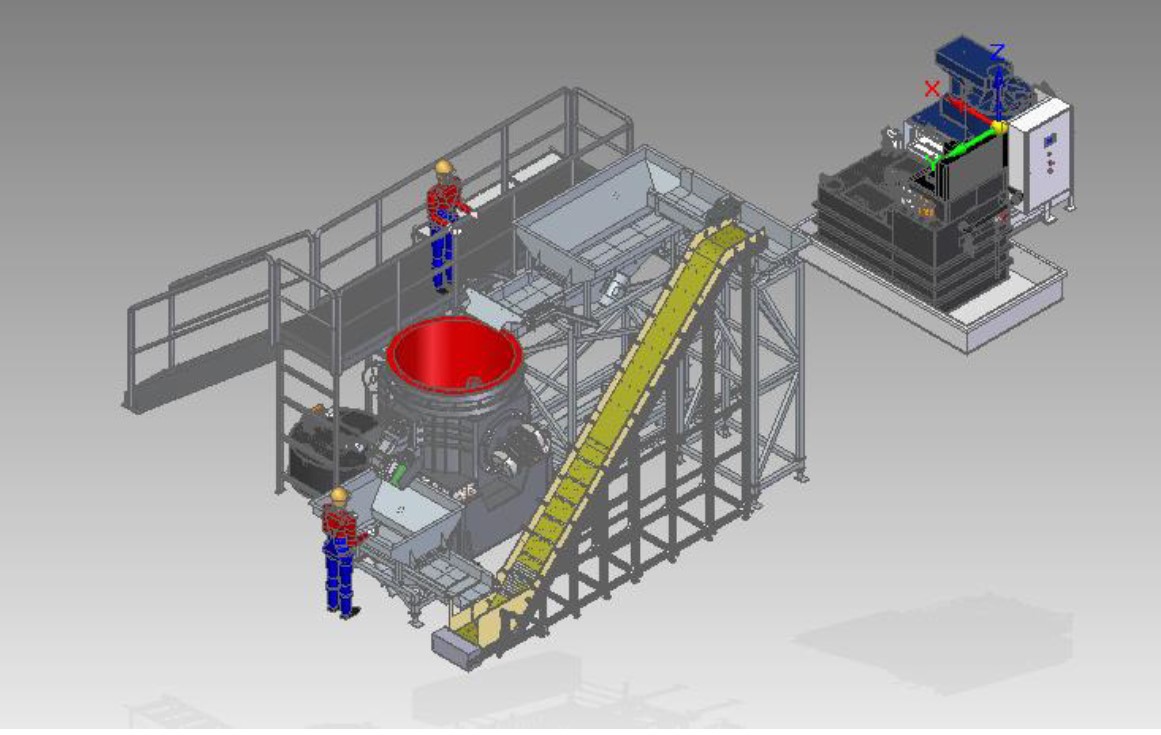
Abb. 1: Die Oberfläche der Blisks wird im Arbeitsbehälter (rot) behandelt, die Polierkörper gelangen über ein Förderband (gelb) in den Bunker über dem Arbeitsbehälter zurück.
|
|
|
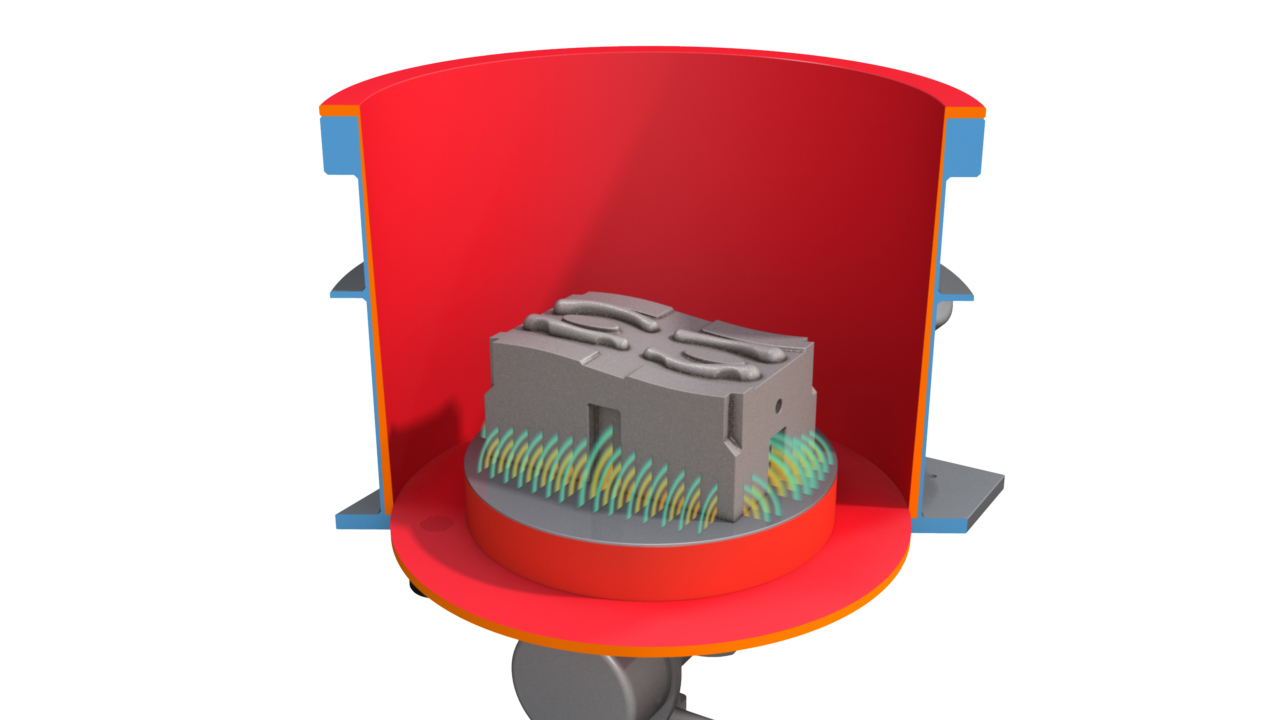
Abb. 2: Das Prinzip: Die Werkstücke werden magnetisch auf einer Adapterplatte eingespannt und machen die Bewegung des Arbeitsbehälters eins zu Eins mit.
|
 |
|
Abb. 3: Turbinenschaufeln vor und nach dem Gleitschleifen |
 |
Bildrechte: Werksfotos Walther Trowal
Hochauflösende Bilddateien stehen oben zum Download bereit.
Press Release
Surface finishing of components for the aerospace and wind energy industries
Walther Trowal builds the largest multivib vibratory finishing machine in the company’s 90-year history
The new multivib vibrator MV 50 can finish work pieces with a diameter of up to 1,300 mm
Haan, Germany, May 2, 2022 At the Surface Technology exhibition Walther Trowal introduces the MV 50 multivib vibratory finishing machine for the fully automatic surface finishing of large components for aircraft turbines like blisks, but also for forging dies. With an internal diameter of 1,650 mm the MV 50 is the largest machine of its kind ever built by the company.
The first of this new generation of mass finishing machines will be used for finishing blisks (“blade integrated disks”) for aircraft turbines. To a considerable extent the quality of the surface finish on these components determines, how well they are performing under operational loads. A good surface finish allows the turbulence-free airflow through the integrated blades. This helps decrease the fuel consumption and noise emissions and optimizes the overall efficiency
The company who purchased the first MV 50 finishing machine chose the mass finishing technology, because blisks require an extremely smooth surface, but with the sharp edges of the blade segments remaining intact.
With a usable diameter of 1,300 mm the MV 50 can also handle planetary gears for wind turbines, where the finishing of internal surface areas is especially critical. Likewise, it can also be used for large forging dies, which, to date, could not be treated in a mass finishing machine.
The new finishing system was designed for fully automatic operation. Once the work piece has been mounted into the bottom of the processing bowl, no additional manual operations are required. Compared to previous finishing methods this improves the process consistency and stability. Moreover, the new finishing system saves time, because on average the finishing process requires cycle times of less than three hours.
Christoph Cruse, sales director at Walther Trowal, is focusing on the special quality requirements of the aerospace industry: „Especially in the production of components for aircraft turbines any manual manufacturing operations can be detrimental because they can be highly inconsistent. With the new automated machine we are eliminating the risk for human error. Moreover, the finishing time per blisk is reduced from several days to a few hours.”
For finishing the surface of blisks Walther Trowal is using the processing media AF. This media generates extremely low surface roughness readings on the materials typically used for the manufacture of blisks. The first MV 50 machine will be delivered to an aerospace customer by September this year.
At the Surface Technology exhibition Walther Trowal will display the smaller sibling of the MV 50, namely, the MV 25 that can handle work pieces with a diameter of up to 600 mm and that is utilizing the same “multivib” technology.
Walther Trowal at the Surface Technology 2022 exhibition
June 21 – 23, 2022 in Stuttgart/Germany
Hall 1, Booth C16
Technical background
One work piece at a time is attached to a special work piece holder outside of the machine and is then placed into the processing bowl of the MV 50 by crane. Subsequently the work piece holder with attached work piece is placed on an adapter plate in the processing bowl, where it is magnetically clamped.
In the next step the bowl is automatically filled with processing media. Specially placed vibratory motors induce a vibration into the processing bowl. This causes the media to flow over all surface areas of the work piece. Since this is firmly attached to the processing bowl, the contact between media and work piece is particularly intensive, but at the same time extremely gentle. External as well as internal surface areas are subject to the same processing intensity. This results in a highly homogeneous finish of the entire work piece surface. On average surface roughness readings of Ra = 0.2 to 0.4 µm can be achieved.
Upon completion of the finishing process the unload gate in the processing bowl is opened discharging the media onto a conveyor belt. This transports the media into a storage hopper, from where it is returned into the processing bowl for the next finishing cycle. Any residual media is removed from the finished work piece with a pneumatically movable rinsing nozzle.
Since the aerospace industry demands an extremely high process consistency with repeatable results, the media in the storage hopper is weighed and, if required, new media is automatically added. This is a very critical part of the process, because over time the media wears and becomes smaller. This could result in a lower fill level in the vibratory finishing machine and would result in deteriorating results. The media replenishment system ensures that the process remains consistent. At the same time it minimizes the need for manual operations.
Photos:
|
Photo 1: The blisks are finished in the processing bowl (red). A conveyor belt returns the processing media into a storage hopper above the processing bowl. |
|
|
Photo 2: Functional principle: The work piece holder with attached work piece is magnetically clamped to an adapter plate in the bottom of the processing bowl. Therefore, the work pieces are subject to the same vibratory intensity as the processing bowl. |
|
|
Photo 3: Vane segments before and after the mass finishing process. |
|
Copyright: Company photos Walther Trowal
High-resolution image files are available for downloading above.
About Walther Trowal
Surface finishing technologies from the inventor of the “Trowalizing” process
Since 1931 Walther Trowal has been developing and producing systems for the refinement of surfaces. Initially focusing exclusively on mass finishing – the term “Trowalizing” originated from the company’s cable address “Trommel Walther” – Walther Trowal has continuously expanded its product portfolio.
Over time the company has developed a broad range of machinery and systems for mass finishing, shot blasting and coating of mass-produced small components.
With the invention of new systems like, for example, drag finishing and the development of special finishing methods for 3D printed components, the company has proven its innovative capabilities repeatedly.
Walther Trowal develops and implements complete surface treatment solutions that can be seamlessly integrated into linked production systems existing at the customers. This includes the entire process technology, perfectly adapted to the specific surface finishing requirements of the work pieces: Equipment and the respective consumables always complement each other in a perfect manner.
Each individual work piece and each manufacturing process must meet special technical requirements. That is why the experienced process engineers in our test lab, in close cooperation with the customers, develop the optimal process technology for the finishing task at hand. The result: Work piece surfaces that meet exactly the required specifications…with short processing times and a high degree of consistent, repeatable results.
Walther Trowal is one of the few manufacturers who develops and produces all machines and mass finishing consumables in-house… including ceramic and plastic grinding and polishing media as well as compounds.
The company’s equipment range also includes all kinds of peripheral equipment for handling the work pieces like lift and tip loaders, conveyor belts and roller conveyors, in addition, special driers for mass finishing applications and, last-but-not-least, systems for cleaning and recycling of the process water.
With its exchange program for wear items like work bowls, which are part of a continuous recycling program, Walther Trowal conserves valuable resources and, thus, makes a significant contribution towards sustainability in the field of industrial production. Quick technical support and the global repair and maintenance service ensure high uptimes for our equipment.
Walther Trowal serves customers in a wide range of different industries all over the world, for example, automotive, aerospace, medical engineering, and wind power.
Weitere Pressemeldungen von Walther Trowal



{kind=link}
{kind=link}
{kind=link}



