Hunderte neue Legierungsvarianten an einem Tag screenen
von Regina Reinhardt | VIP Kommunikation
Metallische Werkstoffe für die Additive Fertigung
↓ See below for an English version.

Neues Verfahren beschleunigt die Entwicklung neuer, AM-spezifischer Werkstoffe
Wiesbaden, 5. Oktober 2021 Auf der Formnext stellt Ponticon das pontiMAT Verfahren zur Entwicklung neuer metallischer Werkstoffe für die Additive Fertigung vor. Es macht erstmals die Herstellung und Erprobung unterschiedlichster Legierungsvarianten innerhalb kürzester Zeit möglich.
Mit dem pontiMAT Verfahren können anwendungsspezifische Werkstoffe sehr schnell und mit geringstem Ressourceneinsatz hergestellt und erprobt werden. Es bietet maximale Flexibilität bei der Auswahl der metallischen Legierungselemente und gezielt einstellbare Abkühlraten. So eignet es sich besonders für die Entwicklung neuartiger Werkstoffe für die Additive Fertigung.
Basis des neuen Verfahrens ist das Extreme Hochgeschwindigkeits-Laserauftragschweißen (EHLA)-3D-Verfahren, das ponticon in enger Zusammenarbeit mit dem Aachener Fraunhofer Institut für Lasertechnik ILT und dem Lehrstuhl Digital Additive Production (DAP) der RWTH Aachen entwickelt und jetzt zur Marktreife gebracht hat.
Das neue Verfahren bietet zum einen hohe Flexibilität bei der Mischung unterschiedlicher Legierungskomponenten. Zum anderen realisiert das für das Verfahren eingesetzte pE3D System im Erstarrungsprozess Abkühlraten zwischen 100 K/s und 10 Millionen K/s. So kann das Gefüge in bisher ungekannt weiten Grenzen beeinflusst werden.
Für die Entwicklung anwendungsspezifischer Legierungen stellt das System auf einem Substrat innerhalb kürzester Zeit mehrere Probekörper von beispielsweise 1 cm³ Volumen her, die metallurgisch analysiert werden. Auf diese Weise ist es möglich, pro Tag Hunderte Legierungsvarianten in einem agilen Ansatz zu verarbeiten und anschließend deren Eigenschaften zu erproben.... eine drastische Reduktion des Aufwandes im Vergleich mit den bisher üblichen schmelzmetallurgischen Methoden.
Tobias Stittgen, Geschäftsführer der ponticon GmbH, sieht hohen Nutzen für seine Kunden: „Von der Konstruktion her sind viele Bauteile schon heute für die Additive Fertigung optimiert. Ein deutlich größeres Potenzial bei der Verbesserung der Funktionalität steckt jedoch im Werkstoff. Wenn unsere Kunden mit pontiMAT bei geringem Aufwand eine neue, AM-spezifische Legierung entwickeln, holen sie nicht fünf oder zehn Prozent, sondern eher um 50 Prozent verbesserte Einsatzeigenschaften heraus.“
ponticon auf der Formnext 2021:
Messe Frankfurt, 16. – 19.11.2021
Halle 12, Stand A01C
Die Technik im Detail – Der EHLA-Prozess
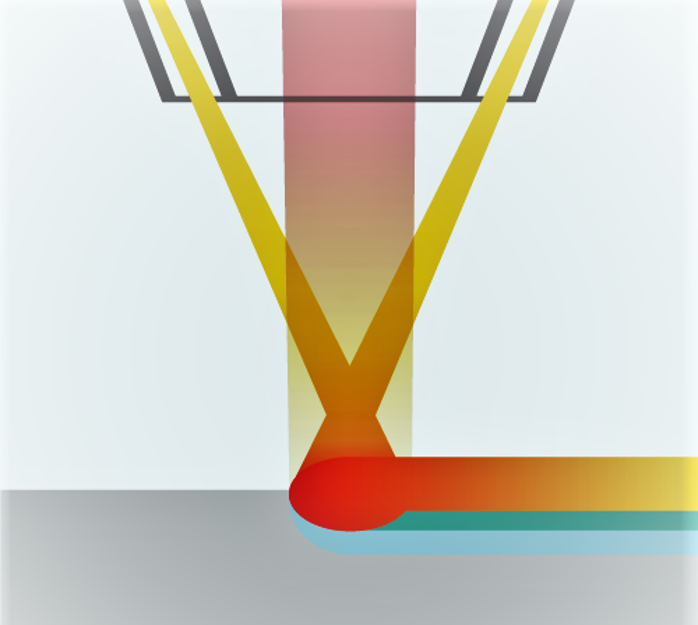
Im Gegensatz zum traditionellen Laser-Auftragschweißen wird das metallische Pulver in einem Laserstrahl geschmolzen, bevor es auf die Oberfläche des Substrates trifft und Schicht für Schicht aufgetragen wird.
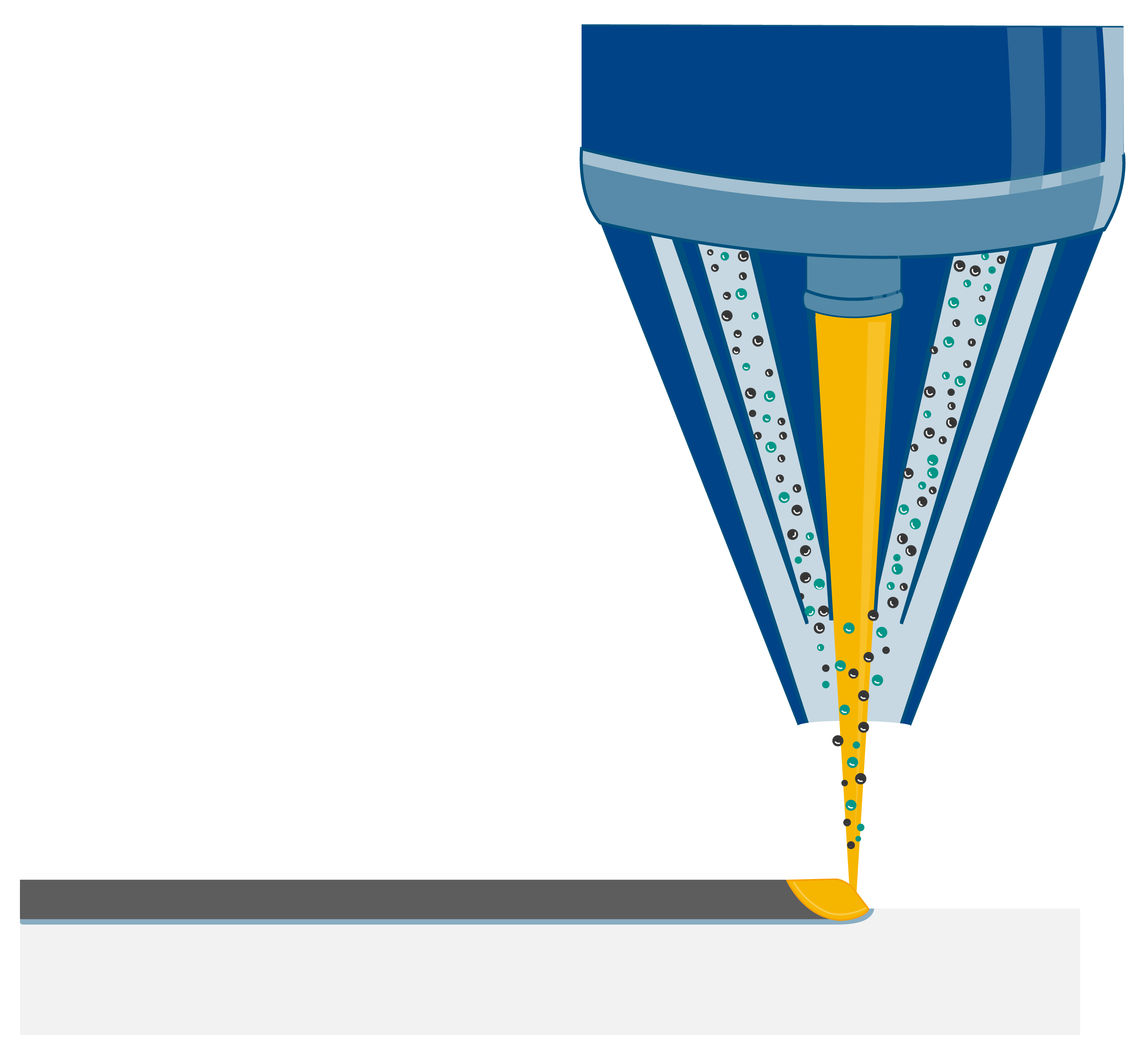
Das Licht eines Lasers mit mehreren kW Leistung tritt aus einem Bearbeitungskopf mit integrierter Pulverdüse aus, der die Strahlen wenige Millimeter über der Oberfläche fokussiert. Das metallische Pulver wird dem Laserstrahl durch eine eigens für den EHLA-Prozess ausgelegte Düse zugeführt. So ist es möglich, unterschiedliche Legierungsbestandteile in nahezu beliebigen Kombinationen zu vermischen: In jedem der bis zu acht Pulverförderer kann sich ein anderes metallisches Element oder eine bereits vorgemischte Legierung befinden. Das Verfahren eignet sich damit besonders gut für die systematische Erprobung der Eigenschaften von Hochentropie-Legierungen. Sie erfreuen sich in der Werkstofftechnik großer Beliebtheit, da grundsätzlich alle vorstellbaren Materialeigenschaften mit ihnen verwirklicht werden können.
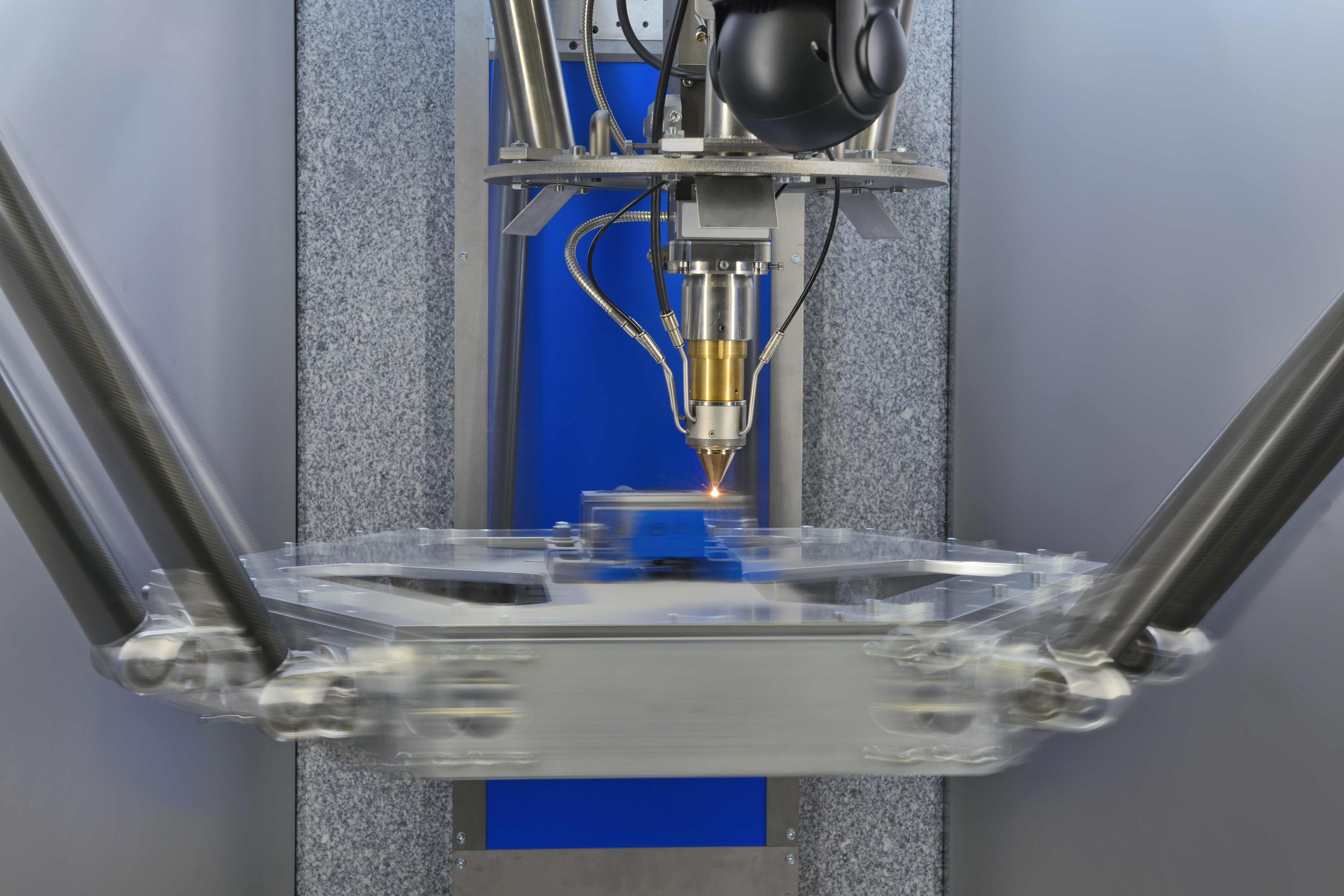
Um hohe Relativgeschwindigkeiten zwischen Bearbeitungskopf und Werkstück zu erreichen, ist die Laseroptik stationär angeordnet, der Werkstückträger bewegt sich auf einem Tripod unter der Düse. Die speziell für den Prozess entwickelte Stabkinematik ermöglicht es, hohe Beschleunigungen und Prozessgeschwindigkeiten zu erzielen und das Material dennoch mit hoher Präzision aufzutragen.
Wegen der hohen Anforderungen an die Stabilität der mechanischen Konstruktion ist das pE3D System auf einem Granitgestell mit 200 mm dicken Platten aufgebaut, deren Oberfläche auf 5 µm genau geschliffen ist.
Durch gezielte Anpassung von Variablen wie Laserleistung, Strahldurchmesser, Pulver-Massenstrom oder Geschwindigkeit des Werkstückträgers wird der Prozess präzise geregelt.
Über ponticon
ponticon entwickelt und vertreibt Systeme und Lösungen für die stoffschlüssige Verbindung von Werkstoffen, die mittels herkömmlicher Verfahren nicht verarbeitbar sind.
Das auf höchste Dynamik ausgelegte Konzept des pE3D Systems der ponticon ermöglicht dabei die industrielle Beschichtung, Reparatur und Additive Fertigung von hochbelastbaren metallischen Bauteilen. Auf der Basis desselben Verfahrens setzt das Unternehmen neue Maßstäbe im Bereich der agilen Legierungsentwicklung: Bei der aufwandsarmen Erprobung innovativer, anwendungsgerechter Werkstoffe für die Additive Fertigung profitieren die Anwender von dem auf maximale Flexibilität ausgerichteten Systemkonzept für alle Varianten des laserbasierten Auftragschweißens von der Stückzahl „1“ bis zur Serienfertigung.
Download der Texte und Abbildungen
Abbildungen und Bildunterschriften
|
Bild 1: Probekörper für die Entwicklung von AM-spezifischen Legierungen. Dateiname: Ponticon-Legierungsscreening.JPG |
 |
|
Bild 2a: Das metallische Pulver tritt aus der am Bearbeitungskopf befestigten Düse aus und schmilzt, bevor es auf die Oberfläche des Substrats auftrifft. Dateiname: Ponticon-3D-EHLA Prozess.jpg |
 |
|
Bild 2b: Das metallische Pulver tritt aus der am Bearbeitungskopf befestigten Düse aus und schmilzt, bevor es auf die Oberfläche des Substrats auftrifft. Dateiname: Ponticon-EHLA-Prinzip.jpg |
 |
|
Bild 3: Der Werkstückträger bewegt sich unter dem stationären Bearbeitungskopf. Dateiname: Ponticon-3D-EHLA.jpg |
 |
|
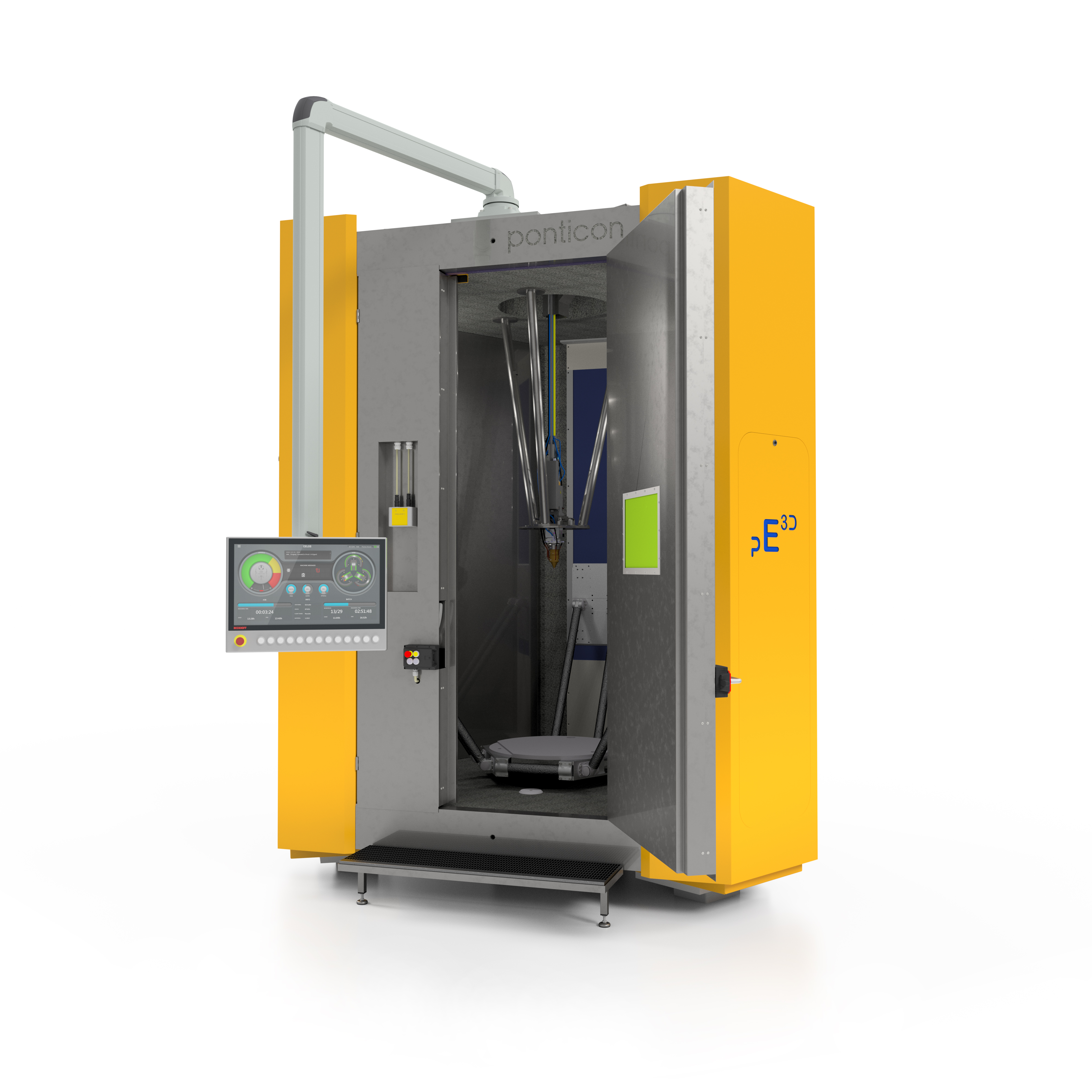
Bild 4: Das pE3D System in der Konfiguration, in der es im Aachener Fraunhofer Institut für Lasertechnik ILT eingesetzt wird. Dateiname: Ponticon-pE3D.jpg |
 |
|
Bild 5: Die unterschiedlichen Legierungskomponenten werden im Bearbeitungskopf gemischt. Dateiname: Ponticon-Mischer-Prinzip.png |
 |
|
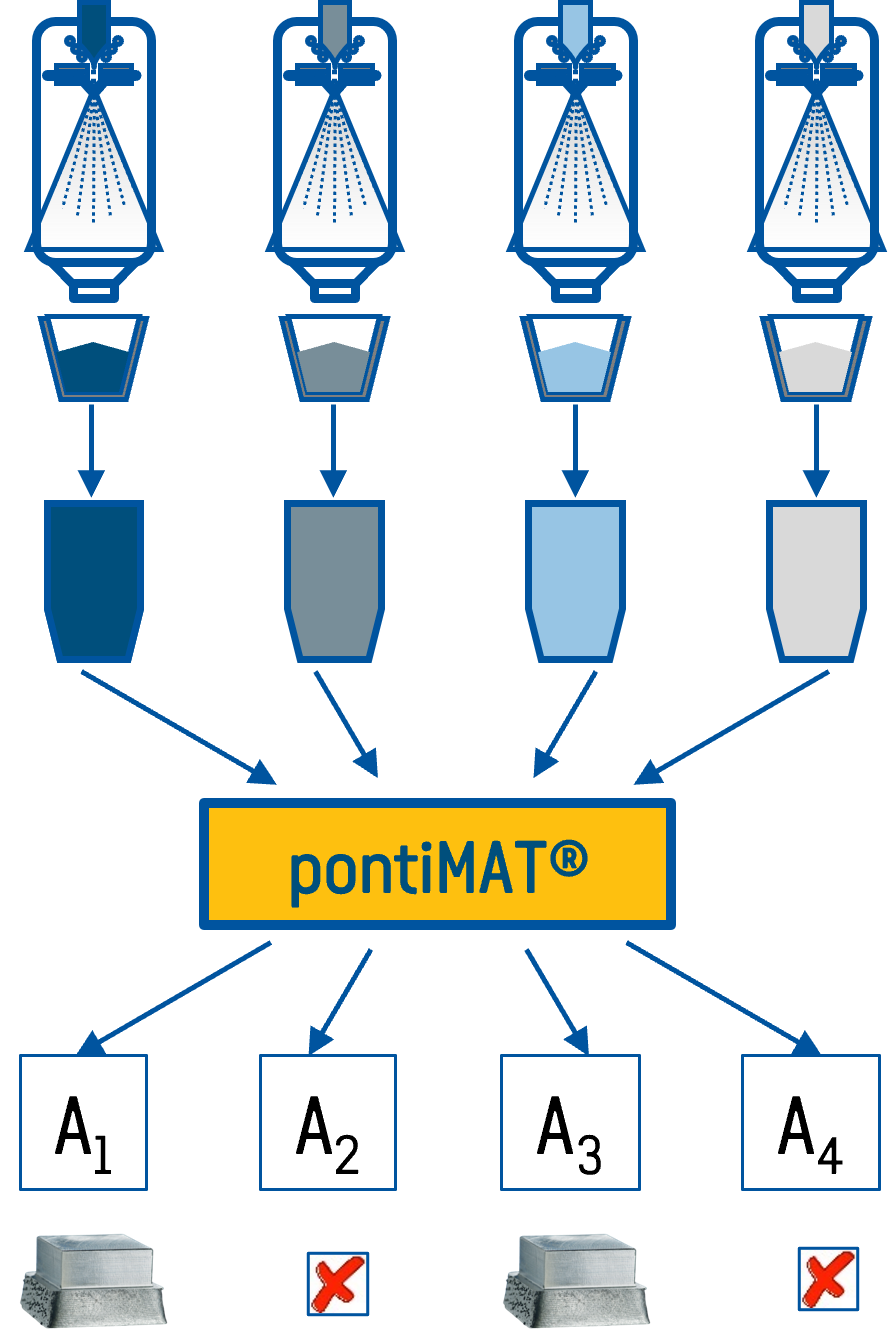
Bild 6: In jedem der bis zu acht Pulverförderer kann sich ein anderes metallisches Element oder eine bereits vorgemischte Legierung befinden. Dateiname: Ponticon-pontiMAT-schematisch.jpg |
 |
|
Bild 7: Tobias Stittgen (links) und Thomas Horr, die beiden Geschäftsführer der ponticon GmbH, vor einem pE3D System, das in Kürze auf der Formnext in Frankfurt präsentiert wird. Dateiname: Ponticon-Thomas Horr und Tobias Stittgen.jpg |
 |
Bildrechte: Werksfotos ponticon GmbH
Press Release
Metallic materials for Additive Manufacturing
Screening hundreds of new alloy variants in one day
New technology accelerates the development of new alloys for Additive Manufacturing
Wiesbaden, Germany, Oktober 5, 2021 At Formnext, Ponticon is going to showcase pontiMAT, an innovative process that supports the development of metallic alloys for use in AM. Never before has it been possible to produce and test samples of alloy variants of such wide range in such short time.
With pontiMAT, samples of application-specific materials can be produced and tested at unprecedented rates using minimum resources. The system is extremely versatile in terms of the types of metallic alloying elements it can use. This flexibility and its capacity to adjust the cooling rates finely and with high precision make pontiMAT the system of choice especially for developers of innovative materials for AM applications.
The new system is based on the EHLA-3D technology, an extremely high-speed laser deposition welding process conceived and developed into a market-ready product by ponticon in close cooperation with the Fraunhofer Institute for Laser Technology ILT, based in Aachen, Germany, and the Chair for Digital Additive Production (DAP) at RWTH Aachen University.
In addition to being able to combine an extremely wide and diverse range of alloying elements, the pE3D system employed enables the molten material to solidify at specific rates within a very wide range, namely from 100 K/s to 10 million K/s. Thus, the microstructural features can be influenced within unprecedented limits.
The system can be very helpful in and speed up the development of alloys for specific applications. Here, it can be used to produce 3D-printed samples, e.g. of one cubic centimeter for metallurgical analysis in virtually no time, enabling hundreds of alloying variants per day to be processed into samples and tested. Thus, the new system dramatically reduces the effort otherwise involved in conventional sample melting and analysis methods.
According to Tobias Stittgen, Managing Director of ponticon GmbH, his customers benefit in multiple ways: “From a design perspective, many components are designed and optimized for their suitability for Additive Manufacturing even today. However, the optimization of the materials has a significantly higher potential for functionality enhancement. When our customers use our pontiMAT system in the development of new, application-specific AM alloys, they can achieve some 50 percent performance improvement from their products - not just five or ten percent.”
ponticon at Formnext 2021:
Exhibition grounds Frankfurt/Main, Germany,
from November 16 to 19, 2021
Hall 12, Stand A01C
The EHLA process in detail
In contrast to conventional laser deposition methods, in the EHLA process the metallic powder is melted before it reaches the surface of the substrate on which it is deposited in successive layers.
A central element of the system is the laser head with the integrated powder nozzle. The head is thus designed so the light emitted by a laser of several kW capacity is focused a few millimeters above the surface. The metallic powder is fed into the laser beam by means of a nozzle specifically designed for the EHLA system. Different alloying materials can be mixed in virtually any combination. For this, up to eight powder feeders are available for up to eight different metallic elements or pre-blended alloys. This makes the system particularly suitable for systematic analysis and testing of high-entropy alloys and their specific properties. Because of their capacity to adopt virtually any material properties imaginable, these alloys are of great interest to materials scientists.
In order to achieve high relative velocities between the printing head and the printed component, the head, including the laser optics and the powder nozzle, is fix-mounted, while the plate that serves as the substrate for the printed component is arranged on a movable tripod below the nozzle. The linear kinematics - specially designed for this process - makes it possible to achieve very high acceleration rates and process speeds while still printing with the highest precision.
Operation of the pE3D system necessitates extreme mechanical stability. Because of this, the system is mounted on a structure made of 200 mm-thick granite plates surface-ground with a tolerance of just 5 µm.
The printing process is precisely controllable by means of finely adjusted key parameters such as the laser power, laser beam diameter, mass flow of the powder and moving velocity of the substrate carrier.
Photos
|
Fig. 1: Samples used in the development of new alloys for specific AM applications. File name: Ponticon-Legierungsscreening.JPG |
|
|
Fig. 2a: The metallic powder, fed by the nozzle integrated within the printing head, melts before it reaches the surface of the substrate material. File name: Ponticon-3D-EHLA Prozess.jpg |
|
|
Fig. 2b: The metallic powder, fed by the nozzle integrated within the printing head, melts before it reaches the surface of the substrate material. File name: Ponticon-EHLA-Prinzip.jpg |
|
|
Fig. 3: While the printing head remains in a stationary position, the substrate carrier is moving. File name: Ponticon-3D-EHLA.jpg |
|
|
Fig. 4: Arrangement of the pE3D system in use at the Fraunhofer Institute for Laser Technology ILT. File name: Ponticon-pE3D.jpg |
|
|
Fig. 5: Blending of the alloy components within the powder nozzle. File name: Ponticon-Mischer-Prinzip.png.jpg |
|
|
Fig. 6: Up to eight powder feeders are available for up to eight different metallic elements and pre-blended alloys. File name: Ponticon-pontiMAT-schematisch.jpg |
|
|
Fig. 7: Tobias Stittgen (left) and Thomas Horr, the two Managing Directors of ponticon GmbH, next to a pE3D system to be presented at the upcoming Formnext exhibition in Frankfurt/Main, Germany. File name: Thomas Horr und Tobias Stittgen.jpg |
|
Photos: courtesy ponticon GmbH
High-resolution image files are available for downloading above.
About ponticon
ponticon develops and markets systems and solutions for the bonding of materials unsuitable for conventional joining methods.
The high-performance ponticon pE3D system is designed for dynamic, industry-compliant coating, repair and Additive Manufacturing of metal components that have to withstand high in-service stresses. ponticon uses the same basic system in alloys development, expanding the limits of traditional sample testing. Developers of innovative materials for specific AM applications can use the system for the cost-efficient and time-saving production of alloy samples, benefitting from the system’s extreme versatility. It can be used for all variants of laser-based deposition welding from one-offs to series production.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}